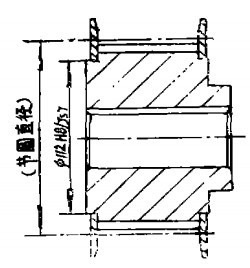
在我厂近几年的新产品开发中,同步带传动正以它传动平稳、可靠性高、结构简单、制造方便和噪音低等优点广泛直用在新产品的机械传动中,并不断替代链条传动和齿轮传动,成为纺织机械中的一种新的传动形式。根据同步带传动的特点和使用要求,有些同步带轮的两边必须铆台挡圈(图1),以限制同步带在工作过程中的左右窜动。
我厂在进行同步带轮挡圈的铆合过程中,不断摸索和革新,在不增加任何专用设备的情况下.应用旋压工艺和技术,在普通卧式车床上使用旋压工具对挡圈进行旋压铆合,使其铆合质量和强度都超过设计要求。
一、挡圈铆台的工艺过程
1.挡圈铆合的现状
一些同步带轮厂目前所生产的同步带轮挡圈的铆合,是用錾子在结合处铆几个点(通常是在圆周上的均布四点),这样几点的铆台,仅是靠同步带轮上被錾部位的金属变形来固定挡圈,其牢固强度很难保证同步带轮的工作可靠性,如果同步带轮和挡圈是间隙配合,就更难保证铆合质量和强度同步带轮在使用过程中,挡圈极易受同步带侧面的挤压,长时间的挤压就会使挡圈很容易脱落,这种现象将严重影响同步带轮的正常运行和工作可靠性。
2.同步带轮的旋压铆台工艺
为了把挡圈牢固地铆台在同步带轮上,我们采取了在同步带轮两端面圆周上加工出9O的V型沟槽,作为旋压铆合的施压部位(图2)为了旋压铆合时使挤压金属产生均匀的塑性变形,达到牢固铆台挡圈的目的,一般选择V型沟槽深1.5ram,沟槽中心到外圆距离为2.5~3.5ram。为保证同步带轮与挡圈的配台问隙及铆台质量,一般选择它的配合形式为过渡配合。例如图1所选择的配合公差即为H8/js7。为了得到较好的旋压效果,使材料的组织结构及应力状态对变形有利,一般对中碳钢材料的同步带轮需进行调质处理,以达到既利于旋压变形,又可提高工件综合性目B的目的。
在旋压铆合之前,首先应将挡圈压入同步带轮的台阶中,然后把同步带轮装夹在普通车床的三爪上(注意使用铜衬套保护齿面不被夹毛),把旋压铆合工具装央在刀架上,使工件以2~5转/分的低转速转动,再使刀架上的旋压工具挤向V型沟槽,以使被挤压金属产生塑性变形且使晶粒不被挤碎,这祥,f毫外侧流动的金属就会牢固地把挡圈铆台在同步带轮上。
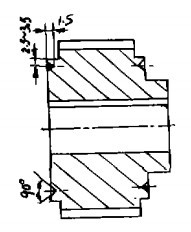
图 2 同步带轮简 图
同步带轮的旋压转速与挡圈的铆合质量是密切相关的。过高的转速固然可以提高生产效率,但往往还会引起机床振动及工件的发热生温,过热的金属受压后往往会向同步带轮的轴线方向延伸和发生较大的塑性变形,并造成金属的疲劳和晶粒的破碎,使旋压铆台表面粗糙度恶化和铆台强度不够。
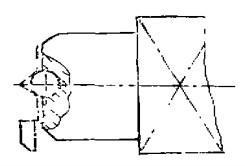
二、旋压工具
同步带轮挡圈的旋匝铆台工具见图3所示。钢珠在槽内可自由旋动且不掉出。在使用时,把旋压工具安装在刀架L,使钢珠均匀地挤向旋转着的同步带轮V型沟槽中(尽量把钢珠挤向V型沟槽的外侧),V型沟槽的外缘受力后将向外产生塑性变形,达到牢固挡圈的目的。旋压工具对工件的挤压力和多种因素有关,在此不作赘述。在使用中可根据V型沟槽的变形情况适当调整挤压力。
本文由深圳市合发齿轮机械有限公司,合发齿轮17年只做一件事精密齿轮制造—同步带轮—同步带,生产厂家标准件大量库存当天发货价格优质保障,集研发.生产.服务一体化,